歡(huān)迎您來到泰方機械有(yǒu)限公司網站!


聯係人:鍾先生(shēng)
郵 箱:121740864@qq.com
電 話:138-1293-0229
地 址:昆山市周市鎮盛帆路268號
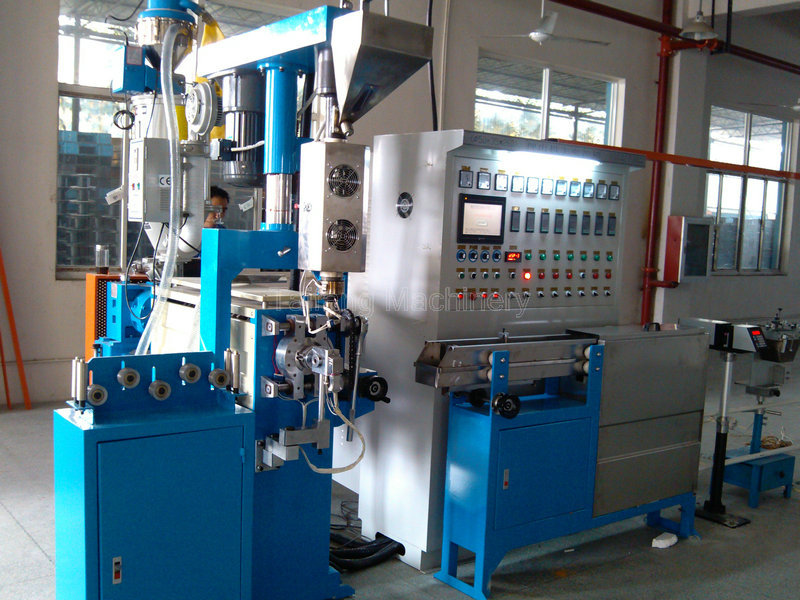
在電纜製造(zào)過程中,押出工藝是一個至關重要的環節。它直接影響著電纜產(chǎn)品的質量和性能。然而,在實際操作中,押出外被常常會出現一些棘手的問題,這些問題如果不得到妥善解決,會(huì)嚴重影響成品率和產品質量。本(běn)文將針對(duì)押出外被過程中的一些常見問題,提出相應(yīng)的(de)解決方案(àn)。
一、外被表麵(miàn)粗糙問題
外被表麵粗糙可能是由於塑料顆(kē)粒受(shòu)潮、塑化不均勻或是模(mó)具溫度過低(dī)導致的。為解決這個問題,首先需要確保儲(chǔ)存塑料顆粒的環境幹燥,避免受潮;其次(cì),檢查並調整(zhěng)塑化係統,確保塑化均(jun1)勻;最後,適當提高模具的溫度,使之達到塑料的最佳加工溫度。
二、外被(bèi)厚度不均勻問題
當外被出現厚度不均時,可能(néng)是(shì)由於線速度與押出速度不同步,或模具設計不合理所致。解決這一問題的(de)方法包括:調整線速度以匹配押出速度,確保兩者協(xié)調一(yī)致;檢(jiǎn)查並優化模具設計,確保物(wù)料能(néng)夠均勻通過。
三、氣泡及雜質問題
氣(qì)泡和雜質是外(wài)被常見的質量問題之一,通常源於原料中混有空氣(qì)或者雜質。對(duì)此,應加強原料的篩選和預處理過程,清除原料中的雜質,並通過真空脫(tuō)氣(qì)等手段去除熔融塑料中的空(kōng)氣(qì)。
四、外被粘連模具(jù)問題
如果發現外被產品(pǐn)粘連於模具上,可能是由於(yú)模具溫度過高(gāo)或者冷卻不足引起的。降低模具溫度至適宜水平,同時增強冷卻係統的效能,可以有(yǒu)效防止粘連現象(xiàng)的發(fā)生。
五、顏色不一致問題
顏色的不均(jun1)勻可能來源於(yú)原料的色差或押出過程中的溫度波動。要解決顏色不一致的問題,需確保使用統一批次、顏色一致(zhì)的原(yuán)材料(liào);另外,保持押出過程中(zhōng)的(de)溫度穩定性也至關重(chóng)要。
六、外被拉伸強(qiáng)度(dù)不足問題
外被拉伸強度不足往往是因為原料選(xuǎn)擇不當或加工工藝設置不合理造成的。選擇適合的原料類型和增強配方,配(pèi)合(hé)合理的加(jiā)工工(gōng)藝參數調整,可以提高外被的拉伸強度。
總(zǒng)結
以上列舉的解決方案旨在幫助製造商識(shí)別並應對押出外被過程中可能出現的常見問題。通過對設備、材料和工藝進行細致的調整與優化,可以顯著提(tí)高(gāo)電纜的生產(chǎn)質量和效率。當然,解決生產(chǎn)中的實際問題(tí)還需要根據具體情況具體分析(xī),不斷嚐試和(hé)改進,以達到最佳生產效果。
聯係人:鍾先(xiān)生(shēng)
郵 箱:121740864@qq.com
電 話:138-1293-0229
地 址:昆(kūn)山市(shì)周市(shì)鎮盛帆路268號
服務熱線

 中 文
中 文





